Equipment integrity design and assessment methods are not only linked to different life stages. These methods are essentially different in their concepts. A strange mixture of design and assessment data can be observed in engineering reports where this difference is misunderstood. Let’s find the logic for engineering tools selection from the decision confidence standpoint.
The engineering ‘Reality’
I describe the purpose of engineering activities as understanding and addressing the Reality for a continued safe operation of the equipment. Reality here is the equipment actual load bearing capacity in the environment of real operational loads and damage processes. This is a key element of the design Quality. Otherwise, not controlling the equipment integrity will jeopardize the cost/benefit control aspirations.
Once, I was involved in some bidding on a small fitness-for-service (FFS) assessment job. The problem was a crack-like defect in a pressure vessel weld. We have quoted $40K, and the competitor quoted only $20K (proportionally to the estimated work hours). The competitor won. I was very curious about how that work could be done in a half of the hours required. Simple! They quoted exactly a half of the necessary work.
But what was on the client’s stake? Few millions cost of the vessel failure versus versus $20K savings. This is to highlight that the client side should be extremely careful about over-emphasizing short term commercial drivers, especially when dealing with sophisticated analysis services.
This situation is sometimes visible in plant design decision making too, as the cost/benefit motive is given more priority than the reliability motive. In fact, a ‘reliable’ solution is substituted by a ‘cheaper’ solution, assuming that the reliability level of both alternatives will be broadly similar. But this is never true! Any changes to system design always trigger some changes to some of system properties. When choosing design options, an engineer’s function is assessing their impact on the plant integrity and reliability. That is about understanding and addressing the Reality. That reality can be quite a cruel sometimes and it is objective, not subjective at all:
Design for the Reality
To prevent equipment failures, we firstly do design calculations. The design purpose is providing the equipment with reasonable safety factors against dominant operational loads. In fact, the design stage uses a simplified abstraction of operating conditions. This is Ok to build in a certain margin of the equipment load bearing capacity for the simplified load cases.
The main issue with this approach is the limited number of loads considered, and the typically static (e.g. constant) loads. In reality, most ‘live’ operating loads are fluctuating in time, which fact is responsible for a time dependency of real operational damage mechanisms.
- Is a wind load fluctuating in time? – sure.
- Is a car chassis load fluctuating? – naturally.
- Is a pipe internal pressure fluctuating? – indeed.
But does it mean that the design coverage and comprehensiveness are inferior to what they should be?
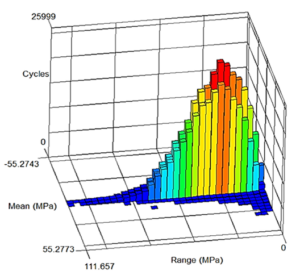
Yes and No. Design calculations don’t ever aim including all operating loads, as this is not practically feasible. Modeling load spectra is unlikely to be precise enough to describe the future damage progress confidently. Next figure shows an operational stress spectrum as measured. Could we predict that in design? Alas, it is possible, but very unlikely.
Assessments of the Reality
Assessment methods are intended to solve this problem – to achieve more detailed and specific damage predictions. This is based on operational evidential data – on real load spectra and on real material resistance characteristics. These are far different from the design constant figures.
Design and Assessment calculations are not counterparts, but colleagues. What was reasonably designed must be reasonably assessed in a real operating environment to remove design stage uncertainties. This is because our assessment goal is now predicting the future integrity condition, as opposed to providing some margin to a failure via design.
6 limitations to memorize about basic design calculations:
- Most design calculations evaluate static or equivalent-to-static load cases.
- A simplistic beam theory prevails to describe structural stresses.
- Stress raiser effects are approximated by discrete factors, resulting in error accumulation.
- Specified (factored) minimum material strength constants are used.
- Safety factors are applied on top of allowable stresses.
- Therefore, the design figures are about a virtual instance of the object, which is different from the actual object you do operate!
As a result: the time dependent damage accumulation in operation can’t be determined in principle when using design data and design case calculations.
Typical Questions
In practice, engineering personnel often tends to use some readily available design bricks to address assessment purposes, and this situation doesn’t bring us closer to the Reality at all. Few examples are:
- Premise: We have made a static FEA and determined peak stresses, then compared the stresses to a specified yield strength. The safety margin is 30%, hence the pipe will never fail.
Question: ‘Is your load case actually static one? Have you tried to measure stresses in operation ?’ - Premise: We have figured out what is the design case minimum required wall thickness of a vessel nozzle. The corrosion wastage is not yet there, so we have an X years remnant life.
Question: ‘How confident are we in the load/resistance parameters used in design calculations, e.g. is that the actual stress in the nozzle and the actual strength of the material?’ - Premise: The pressure vessel was designed to such a standard, hence for an assessment we must use other standards by that country, and also, material characteristics used in that country.
Question: ‘Do you mean that integrity of that particular vessel at your facility is governed by the country of the vessel design, or maybe rather by the actual loads it experiences versus its true material strength ‘as built’?’
In this way, assembling a confident and realistic assessment framework is far not a trivial task. It usually requires advanced engineering analysis and as much evidential data as possible. That requires specialist input, not just ‘doing to the minimum standard’.
But, why do we actually need to supplement designs by assessments?
– As soon as we concern about equipment resource and remnant life.
Then, what is a level of concern which justifies the assessment cost?
– This is driven by the failure risk. Cost-of-risk analysis is the only practical aid for this decision.
Way forward
To wrap this topic up, I would suggest familiarizing wit our CoRBI® method for integrity assessments, which is a fully probabilistic analysis for cost/benefit and safety optimization.
To learn more about CoRBI® you can watch YouTube videos at our main page of simply flick us a message via the contact form. You may also continue reading in this post.